Заварување со цевка за електрофузија
Поставувањето на гасоводот или главната канализација не може да се направи со едно парче материјал. До денес се развиени многу методи со кои се прави поврзување на поединечни сегменти. Најнапредната е заварување на цевки со електрофузија.
Што е тоа
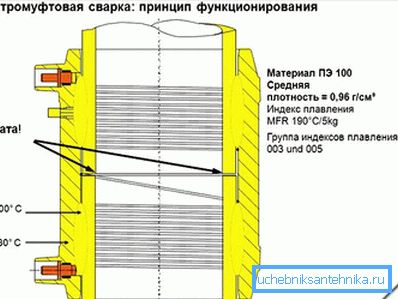
Суштината на методот лежи во фактот што поврзувачката фитинг има електрична спирала во неа. Може да биде целосно отворен, делумно погребан или скриен. Грејниот елемент има два излезни контакти на кои е поврзан уред за заварување. Наведената вредност на напонот се испорачува за одреден временски период. Внатрешниот дел на конекторот и вметната дел од цевката под дејство на температура станува течност. Надворешниот ѕид не се загрева до таа мера и ја задржува својата еластичност, поради што супстанцијата се движи надолу, поради што се формира монолитна структура.

Спојките се направени од три типа на пластика: полиетилен, полипропилен, полибутен. За инсталација на гас линии обично се користи само првата опција.
Совет! Ознаката се применува на фитинзи, што го известува операторот за тоа кој напон и за кој период да се примени. Исто така го означува времето на ладење на готовиот зглоб. Дополнително, дизајнот предвидува посебни индикатори кои сигнализираат за завршен процес.
Придобивки

Овој технолошки метод има многу позитивни аспекти:
- За време на заварување, внатрешниот дијаметар на цевката не се намалува. Ова значи дека може да се користи не само во случаи кога системот има притисок главата со постојан притисок. Системите за одводнување и бура не се исклучок.
- Благодарение на добро осмислената инструментална база, човечкиот фактор се сведува на минимум при извршување на сите потребни операции.
- Овој метод е поприфатлив ако треба да се прилепуваат две цевки со голем дијаметар.
- Заварувањето со електрофузија ќе биде неопходно кога се бара поправка на главната линија и не е возможно да се измерат цевките во хоризонталната рамнина.
- Пречка за артикулација, исто така, нема да биде случај кога и двете или една од цевките е засилена со зајакнување на подмножества. Кога завој заварување нема гаранција за таква јачина на споеви.
- Цевките од сеениот полиетилен обично се поврзуваат механички. ZN заварување обезбедува можност да влијае на молекуларните врски, обезбедувајќи висок квалитет на споеви.
- Монтажата на гасовод со мноштво слави може да се изврши директно на локацијата, без потреба од прелиминарно поврзување и инсталирање на веќе завршена конструкција.
- Заштеда на електрична енергија во споредба со други видови.
- Предноста на производите за заварување од различни видови на полиетилен, како и различни дијаметри.
Toolkit

Со цел целиот процес да оди глатко, треба да имате посебна алатка со вас:
- Машина за заварување. За овој тип на заварување е развиена уникатна единица. Таа е базирана на полупроводничка технологија, така што троши реду на големина помалку електрична енергија од другите нејзини колеги. Обично за такви единици се прикажани максималните и минималните заварени дијаметри. Има баркод скенер кој автоматски внесува податоци за одреден тип врски, исто така може да се направи рачно. Податоците за секој спонзор се зачувуваат во меморијата, така што операторот или контролната група можат да добијат информации. Може да имате вграден сериски или USB порт, можете да поврзете флеш-уред со него за да ги префрлите поставките или податоците. На предната плоча обично има дисплеј кој ги прикажува тековните поставки. Комплетна со некои единици се совети од различни делови.
- Позиционер Мали метални тела во форма на лента која има неколку клипови. Оваа алатка ви овозможува да ги поставите цевките во иста рамнина за заварување. Таа е исто така наменета да се поправи овалност. За овие цели, исто така може да се користи посебна клешта.
- Truborez. Обично користете диск. Тоа е оној кој го прави возможно да се изврши дури и намалување, што е услов.
- Скреперна машина Мала рачка со сечилото. Таа, исто така може да биде тела со неколку модули. Еден од нив е сместен во цевката, вториот, на кој се наоѓа главата за сечење, е поврзан и го отстранува горниот слој за време на ротирање. Оваа постапка е неопходна за да не се создаде груба површина, туку да се отстрани оксидираниот дел од млазницата.
- Рулет или владетел.
- Почиста. Потребно е да се отстрани нечистотијата и маснотиите. Треба да се користи специјално дизајниран за одреден тип цевки. Не користете обичен алкохол или ацетон.
- Маркер. Водоотпорна бела или светла боја се користи за да се применат не само ознаките, туку и некои податоци на местото на шила.
Совет! За седиштето се користи специјална вежба, како и шестоаголен клуч и шрафцигер за прицврстувачи.
Собрание

Процесот на скок не е многу комплициран, но бара одредена точност, внимание и упорност.
- Ако има време пред работа, препорачливо е да се исправи цевката за 24 часа, отстранувајќи ја од заливот, со тоа ќе помогне делумно да се корегира овалноста.
- Првото нешто што треба да направите е да се намали работ на цевката. За овие цели можно е, но не и пожелно, да се користи ножер. Задник е груб. Користете диск цевка машина, тоа ќе обезбеди точни авион.
- Следно е обележувањето. Неопходно е да се примени линијата на која ќе се носи фитинг. Од неа се направи маргина од уште 1-2 см и марка.
- Користете стругалка или механички оксид за чистење, отстранете го горниот слој. За цевки чиј дијаметар не надминува 63 мм, тоа е 0,1 мм. Ако надворешниот дијаметар е поголем, тогаш треба да се отстрани 0,2 мм.
- Сега цевката се третира со растворувач и се става во позиционер. Мора да биде добро утврдена и точна валидност. Монтажата не треба да биде подложена на стрес на фрактури. Позиционер мора да го компензира.
- Спојката се става на (исто така мора да се третира со решение однатре). Ако дијаметарот на цевката е многу голем, тогаш спојката се протега до нејзината целосна големина. Втората филијала е вметната и фитинг е срушен на половина длабочина. Хипотека хеликс мора да биде во целата цевка област за да се обезбеди правилно легирање.
- По поврзувањето на две цевки, машината за заварување е поврзана. Потребните параметри се читаат од скенерот или се внесуваат рачно. Процесот започнува. Важно е да се запамети дека времето на ладење исто така вклучува и целосен циклус. Ако клипот се отстрани пред времето, затегнатоста ќе биде прекината.
- Кога сите задачи се завршени, времето и датумот, како и операторот, се ставаат на врската.
- Монтажата на седловата влошка има сличен алгоритам. Чистењето се врши на местото на инсталацијата, но не околу целиот обем, туку само во областа на лепење, која ќе биде блокирана со спирала. По соголување, седлото се става и цврсто стегнува. Заварување се изведува. Понатаму, со помош на дополнителна алатка, се врши сечење. Со помош на приклучокот технолошкото отворање е затворено и етикета се применува.
Совет! За отстранување на оксидот, не користете шкурка или несоодветни препарати. Вие едноставно ќе ја гребете површината, но нема да го постигнете посакуваниот резултат.
Типични грешки

Во некои случаи, врската е депресивна. Ова може да се открие веќе при завршување на комплетната инсталација. Ова се случува поради следните причини:
- Операторот не компензира за овалност. Ова може да предизвика стопена пластика да не го пополни целиот простор.
- Стружењето не беше направено со стругалка. Резултатот ќе биде дека спојката и цевката не формираат монолитен лемење.
- Цевката беше под агол на фитинг. Последица ќе биде истекување на течна пластика.
- Монтажата не беше целосно монтирана. Хипотека хеликс нема да се топи доволна количина на артикулирана површина.
- Не е направено одмастување или после допирањето до местото на чистење. Врската нема да биде тесна.
За поврзување на HDPE цевки оваа инструкција е исто така применлива. Овој метод е многу подобар од употребата на фитинзи со механичка клешта која не може да обезбеди совршена затегнатост.
Видео
Обезбедените видео материјали го покажуваат технолошкиот процес на заварување на цевки со електрофузија: